

کولیس یکی از ابزار بکار رفته در فلزگری و مهندسی مکانیک است.
از کولیس برای اندازهگیری فاصله میان دو جسم یا دو نقطه استفاده میکنند. سادهترین گونه کولیس پرگاری است که ساقهایش به بیرون یا به تو خم شدهاند.
قطر داخلی و خارجی یک لوله را نمیتوان با دقت و به آسانی با یک خط کش مدرج اندازه گرفت. برای اندازه گیری دقیقتر آنها از کولیس استفاده میشود.
کولیس از ترکیب یک خط کش مدرج و یک ورنیه متحرک درست شده است. خط کش ورنیه دارای دو شاخک است شاخکهای کوچک برای اندازه گیری قطر داخل و شاخکهای بزرگ برای اندازه گیری قطر خارجی اجسام بکار میرود.
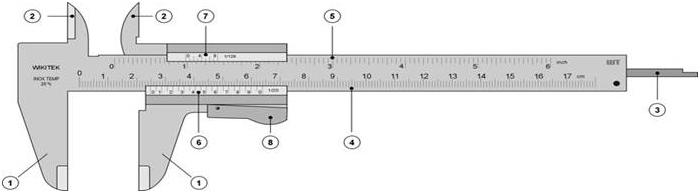
خط کش برحسب میلیمتر مدرج شده ورنیه دارای درجه بندی کوچکی است که اغلب شامل 10 قسمت بوده و معادل 9 میلیمتر است یعنی 9 میلیمتر در روی خط کش کوچکتر است. با این نوع کولیس به آسانی میتوانیم تا 1.10 میلیمتر را اندازه بگیریم. دقت اندازه گیری کولیس از تقسیم کردن یک درجه خط کش به تعداد تقسیمات ورنیه به دست میآید
برخی ازانواع کولیسها برای اندازه گیری عمق یک تیغه باریک دارند که به ورنیه متصل است و با آن حرکت میکند. اگر صفر ورنیه بر صفر خط کش منطبق باشد انتهای تیغه بر انتهای خط کش منطبق میگردد در صنعت برای اندازه گیری قطر گلوله و سیلندر و پیستون و طول وسایل مختلف از انواع کولیسها با بزرگیهای مختلف استفاده میشود.
روش کار کولیس
اندازه گیری قطر یا طول
جسمی را که منظور تعیین طول با قطر خارجی آن است در بین شاخکهای ثابت و متحرک بزرگ قرار میدهند بطوری که هر دو شاخک با بدنه جسم تماس داشته باشند سپس به کمک ورنیه و خط کش اندازه طول یا قطر گلوله را تعیین میکنند. درجات را از روی خط کش (عددی که صفر ورنیه در مقابل آن قرار دارد و یا از آن گذشته است) و کسر درجات را از روی ورنیه میخوانند برای کسر درجات از درجات ورنیه را پیدا میکنند که درست در برابر یکی از درجات خط کش قرار گرفته است.
اندازه گیری قطر داخلی
برای اندازه گیری قطر داخلی مثلا قطر یک لوله دو شاخک بالایی را در داخل لوله فرو میبرند و ورنیه را برای خط کش آنقدر جابجا میکنند تا دو شاخک با جدار داخلی لوله تماس پیدا کنند. کولیس تا حدی در داخل لوله میچرخانند تا دو شاخک بر قطر لوله منطبق گردد. در این حالت قطر داخلی را با روش قبلی از روی خط کش و ورنیه میخوانند.
برای دیدن طریقه اندازه گیری با کولیس بر روی عکس ضمیمه کلیک کنید
تاریخچه کولیس
در سال ۱۹۴۹ فردی به نام میتوتویو اولین پروانه ساخت کولیس را کسب کرد و تولید آن را در همان سال در کارخانه میزونوکوچی (Mizonokuchi) در شهر کاوازاکی ژاپن شروع کرد. در سال ۱۹۵۳ کارخانه آن به اوتسونومیا (utsonomiya) انتقال یافته و تولید انبوه آن شروع شد.
در سال ۱۹۵۶ این فرد اولین کسی بود که موضوع استفاده از فولاد ضد زنگ را برای ساخت کولیس مطرح کرد. ۷ سال بعد در سال ۱۹۶۳ میتوتویو بیش از یک میلیون کولیس تولید کرد. در همان سال تولید کولیس ساعتی آغاز شد و به دنبال آن کولیسهای دیجیتالی و سپس کولیسهای ضد زنگ که در مقابل آب و روغن مقاوم بودند تولید شد. کولیسهای کار سنگین که طول ۴۵۰ میلیمتر و بیشتر را اندازهگیری میکنند از سال ۱۹۶۱ ساخته شدند. امروزه کولیسهایی که طول ۲۰۰۰ میلیمتر را اندازه میگیرند نیز تولید میشود. بدنه این نوع از کولیسها از فیبرهای کربنی است تا سبک باشند و معضل بزرگ این کولیسها که سنگینی آنها است را بدینگونه رفع کردهاند.
سئوال - چرا در کولیس زمانی که خط کش ورنیه 49 میلیمتر را به 50 قسمت تقسیم می کند دقت دستگاه کولیس 2 صدم میلیمتر است؟
جواب - چون 49 میلی متر به 50تقسیم شده است ، طول هر قسمت برابر است با
۵۰/۴۹ میلی متر( به صورت کسری بخوانید نه اعشاری)
و ثانیا این مقدار کمترین مقداری است که خط کش متحرک (ورنیه )می تواند اندازه بگیرد که همان دقت خط کش متحرک(ورنیه) است. دقت خط کش ثابت هم برابر با 1 میلی متر است.
ثالثا دقت کولیس نیز از این رابطه بدست می آید:
دقت خط کش متحرک(ورنیه) _ دقت خط کش ثابت = دقت کولیس
در نتیجه:
میلی متر 50/1 = ۵۰/۴۹ – ۵۰/50 = ۵۰/۴۹_ 1 = دقت کولیس
1/50 = 2/100=0.02 mm دقت کولیس
 میکرومتر و کولیس
میکرومتر و کولیس